
The Critical Role of Precision-Engineered Gear Pumps and Chocolate Pumps in Industrial Manufacturing
In the world of high-precision liquid processing, the difference between a seamless production line and a costly mechanical failure often comes down to the integrity of the fluid transport system. For industries dealing with viscous, temperature-sensitive, or shear-sensitive materials, the hardware must be more than just a motor and a housing; it must be a precisely calibrated instrument capable of maintaining consistent flow rates under varying pressure conditions. Whether moving light synthetic lubricants or dense, tempered confectionery coatings, selecting the correct pumping technology is a foundational decision that influences product quality, energy efficiency, and total cost of ownership.
Understanding the Mechanics of Positive Displacement
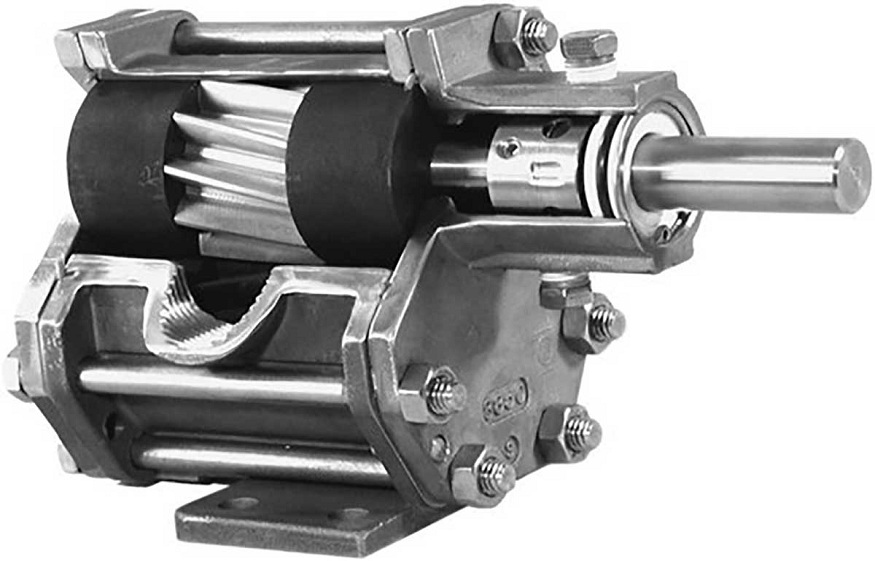
At the heart of many complex fluid handling systems lie gear pumps. Unlike centrifugal pumps, which rely on velocity to move fluids, these units operate on the principle of positive displacement. Two intermeshing gears—typically a drive gear and an idler gear—create a vacuum at the inlet, drawing the fluid into the pump casing. As the gears rotate, they trap a specific volume of liquid between the gear teeth and the pump wall, carrying it to the outlet where it is forced out as the teeth re-mesh.
Read More: Green Thumbs And Professional Tools: The Growing Importance Of Lawn Care Services
This mechanical action provides a distinct advantage: the flow rate remains relatively constant even when discharge pressure fluctuates. This is essential for processes requiring exact dosing or metering. Because there is virtually no slip between the gears in a high-precision build, these pumps are exceptionally reliable for thin oils, polymers, and chemical additives. However, the internal clearances are microscopic; thus, the material compatibility and the thermal expansion characteristics of the gears must be perfectly matched to the fluid being moved.
Why Confectionery Manufacturing Demands Specialized Chocolate Pumps
Processing cocoa-based products presents a set of challenges that standard industrial pumps simply cannot manage. Cocoa butter, the primary lipid component, has a complex crystallization profile. If the fluid is subjected to excessive shear forces or localized overheating, the temper—the precise crystal structure required for the perfect “snap” and sheen of high-quality finished products—can be permanently ruined.
This is why modern chocolate pumps are engineered with specialized features that go far beyond standard industrial counterparts. These units are almost always equipped with integrated heating jackets. Because chocolate must be kept in a liquid state, usually between 90°F and 120°F, heat must be distributed uniformly across the pump head to prevent solidification or “burning” of the product on the internal surfaces.
Furthermore, because cocoa solids are inherently abrasive, the metallurgy of these pumps is critical. Manufacturers often use hardened alloys or surface treatments that resist wear while remaining food-safe. By utilizing a low-shear pumping action, these machines ensure that the delicate fat structures of the cocoa butter remain intact from the melting tank all the way to the enrobing or molding station.
The Importance of Materials and Sanitary Design
In any application—from food processing to heavy industrial manufacturing—the choice of materials dictates the longevity of the pump. In the context of chocolate pumps, the industry standard mandates 316-grade stainless steel or better. This ensures that the pump is non-corrosive, non-reactive, and easily sanitized to meet rigorous food safety standards. The seals are equally important; they must be capable of surviving frequent Clean-in-Place (CIP) cycles without degrading or harboring bacteria.
When looking at the broader category of gear pumps for chemical or industrial use, the focus shifts to compatibility with harsh solvents or high-pressure requirements. The internal gears might be constructed from materials ranging from PTFE and PEEK to cast iron or high-nickel alloys, depending on the chemical aggressiveness of the media. A failure to match these materials correctly can lead to catastrophic seal leaks or gear binding within weeks of installation.
Optimizing System Performance Through Proper Sizing
One of the most common mistakes in fluid handling is the mis-sizing of equipment. A pump that is too small for the required output will be forced to operate at maximum speed, leading to premature bearing failure and excessive motor heating. Conversely, a pump that is significantly oversized may cause erratic flow control and energy waste, particularly in closed-loop systems.
For those overseeing production, the evaluation process should always begin with a detailed analysis of the fluid’s viscosity curve. Both gear pumps and chocolate pumps are highly sensitive to viscosity changes. As temperature rises, viscosity drops, which can increase internal slippage. Conversely, a drop in ambient temperature can significantly increase the torque required to start the pump. A properly engineered system accounts for these fluctuations by incorporating variable frequency drives (VFDs) that allow operators to fine-tune the motor speed based on real-time feedback from sensors.
Preventive Maintenance for Long-Term Reliability
The longevity of a precision pump is measured by its maintenance routine. In industrial settings, it is easy to adopt a “run-to-failure” mindset, but this is rarely economical. For gear pumps, regular inspection of the shaft seals and drive couplings is essential. Small vibrations that go unnoticed in the first month can lead to accelerated wear on the gear teeth by the sixth month.
For the food and beverage sector, the maintenance of chocolate pumps requires an even more clinical approach. Because the fluid is organic and prone to spoilage if left stagnant, the pump housing must be cleared of all residue after every production run. Operators should prioritize checking the heating jackets for leaks or blockages, as a non-functioning heating element will almost certainly result in a seized pump upon the next start-up attempt. Establishing a schedule that includes the periodic replacement of gaskets and mechanical seals—before they show signs of leakage—is the hallmark of a high-uptime production facility.
Emerging Trends in Fluid Handling Technology
The technology behind these machines is evolving to meet the demands of Industry 4.0. Modern units are now being outfitted with advanced monitoring sensors that track internal vibration, inlet/outlet pressure differentials, and thermal load. By integrating this data into a central management system, production managers can detect the early signs of pump failure long before the flow rate is impacted.
This predictive capability is particularly beneficial for the use of chocolate pumps, where downtime on a tempering line can result in thousands of pounds of wasted ingredients. With real-time diagnostics, maintenance teams can identify a degrading bearing or a struggling motor during a scheduled cleaning window, rather than during the peak of a high-volume production shift.
Making the Right Selection
Choosing the right pumping solution is a marriage of science and engineering. Whether you are integrating a set of gear pumps for high-viscosity fuel additives or commissioning custom chocolate pumps for a state-of-the-art confectionery line, the primary goal is always process stability.
Read More: Reasons to Choose a 3 BHK Fully Furnished Flat for Rent
Consulting with experts who understand the intersection of material science and fluid dynamics is the best way to ensure your selection will stand the test of time. A well-selected pump is a “set it and forget it” asset that quietly adds value to your production cycle, whereas an ill-suited one becomes a constant source of friction, maintenance costs, and operational anxiety. By prioritizing precision, material integrity, and proactive monitoring, manufacturers can ensure that their liquid handling systems remain the robust, reliable heartbeat of their operations for years to come.
 Green Thumbs And Professional Tools: The Growing Importance Of Lawn Care Services
Green Thumbs And Professional Tools: The Growing Importance Of Lawn Care Services  Reasons to Choose a 3 BHK Fully Furnished Flat for Rent
Reasons to Choose a 3 BHK Fully Furnished Flat for Rent  The Convenience of Same-Day Dry Cleaning: 10 Benefits You Should Know
The Convenience of Same-Day Dry Cleaning: 10 Benefits You Should Know  The Complete Guide to Brick Bat Coba Waterproofing Techniques
The Complete Guide to Brick Bat Coba Waterproofing Techniques  The Future of Gear Oil Pumps: Advancements in Design and Technology
The Future of Gear Oil Pumps: Advancements in Design and Technology  How Do Dubai AC Repair and HVAC Services Provide Maximum Comfort and Efficiency in the UAE?
How Do Dubai AC Repair and HVAC Services Provide Maximum Comfort and Efficiency in the UAE?  The Critical Role of Precision-Engineered Gear Pumps and Chocolate Pumps in Industrial Manufacturing
The Critical Role of Precision-Engineered Gear Pumps and Chocolate Pumps in Industrial Manufacturing  Nepal’s Legendary Treks: Annapurna Base Camp, Langtang Valley, Manaslu Circuit & Tsum Valley Adventure Guide
Nepal’s Legendary Treks: Annapurna Base Camp, Langtang Valley, Manaslu Circuit & Tsum Valley Adventure Guide  Breaking the Rust Barrier: How to Choose the Best Penetrating Fluid for Tough Corrosion
Breaking the Rust Barrier: How to Choose the Best Penetrating Fluid for Tough Corrosion  How a Healthy Living App Fits Modern Life
How a Healthy Living App Fits Modern Life